電話番号:+86-0572-2926332 / 2926337
電子メール:[email protected]
 简体中文
简体中文窒化ケイ素脱気ローターがアルミニウム溶解に最適なアップグレードである理由
2026.04.20
アルミニウム加工における窒化ケイ素脱気ローターの役割
窒化ケイ素脱気ローターは、溶融アルミニウムの回転脱気プロセスに使用される回転セラミック部品です。その主な役割は、不活性ガス (通常はアルゴンまたは窒素) を、均一に分布した微細な気泡として溶融物中に分散させることです。これらの気泡は液体金属中を上昇し、途中で溶存水素ガスを捕捉し、アルミニウムが凝固する前に溶解水素ガスを溶融物から運び出します。水素が除去されないと、完成した鋳造品に気孔が形成され、部品が弱くなり、不合格率が急激に上昇します。
ローターはシャフトの端に設置され、680 ℃ ~ 760 ℃ 以上の温度の溶融アルミニウムに浸されている間、制御された速度 (通常は 200 ~ 600 RPM) で回転します。このような状況では、ローターの材質が非常に重要になります。窒化ケイ素 (Si₃N₄) は、優れた耐熱衝撃性、溶融アルミニウムに対する化学的不活性性、および機械的強度を兼ね備えており、長期の産業用途に匹敵する競合材料がないため、高性能脱ガスローターの主要な材料として浮上しています。
窒化ケイ素が他のローター材料よりも優れている理由
脱気ローターは歴史的にグラファイトで作られており、グラファイトは今でも低スループットの操作で使用されています。しかし、窒化ケイ素セラミックローターは、明確な理由により、要求の厳しい鋳造環境においてグラファイトに大きく取って代わりました。材料の比較を理解することは、鋳造工場の管理者が Si₃N₄ コンポーネントの高い初期費用を正当化するのに役立ちます。
窒化ケイ素とグラファイトの脱気ローターの比較
グラファイトローターは安価で加工が簡単ですが、動作温度で徐々に酸化し、継続的な材料損失を引き起こします。これは、グラファイトローターを頻繁に交換する必要があり、大量の操作では数週間ごとに交換する必要があり、ローターがプロセス途中で予期せず劣化した場合、酸化副生成物が溶融物を汚染する可能性があることを意味します。窒化ケイ素ローターはアルミニウムの加工温度では酸化せず、溶融アルミニウム合金との反応は無視できます。高品質の Si₃N₄ 脱ガスローターは通常、同等のグラファイトローターよりも 3 ~ 10 倍長持ちし、ユニットごとの交換コストと計画外のダウンタイムを大幅に削減します。
窒化ケイ素と他の先進セラミックス
炭化ケイ素 (SiC) とアルミナ (Al₂O₃) は、アルミニウム接点用途で時々使用される他の 2 つの先進的なセラミックです。炭化ケイ素は優れた硬度を持っていますが、特に脱ガス操作の特徴である溶融金属への急速浸漬時に、窒化ケイ素よりも熱衝撃亀裂が発生しやすくなっています。アルミナは耐薬品性に優れていますが、破壊靱性が低いため、乱流による機械的衝撃や炉や取鍋の壁との偶発的な接触に対して脆弱です。窒化ケイ素は、高い破壊靱性 (約 6 ~ 7 MPa・m1/2)、低い熱膨張係数、および強力な熱衝撃耐性 (ΔT 許容値 500°C 以上) の組み合わせにより、実際の鋳造工場の稼働条件全体にわたって最も信頼性の高い耐久性のあるオプションとなります。
| プロパティ | 窒化ケイ素 (Si₃N₄) | グラファイト | 炭化ケイ素(SiC) |
| 耐酸化性 | 素晴らしい | 貧しい | 良い |
| 耐熱衝撃性 | 素晴らしい | 良い | 中等度 |
| 破壊靱性 | 高(6~7MPa・m1/2) | 中等度 | 中等度 |
| 溶融Alとの反応 | 無視できる | 低~中程度 | 低い |
| 一般的な耐用年数 | 数か月~1年 | 週間 | 月 |
| 初期費用 | 高 | 低い | 中等度–High |
Si₃N₄ ローターを使用した回転式脱気プロセスの仕組み
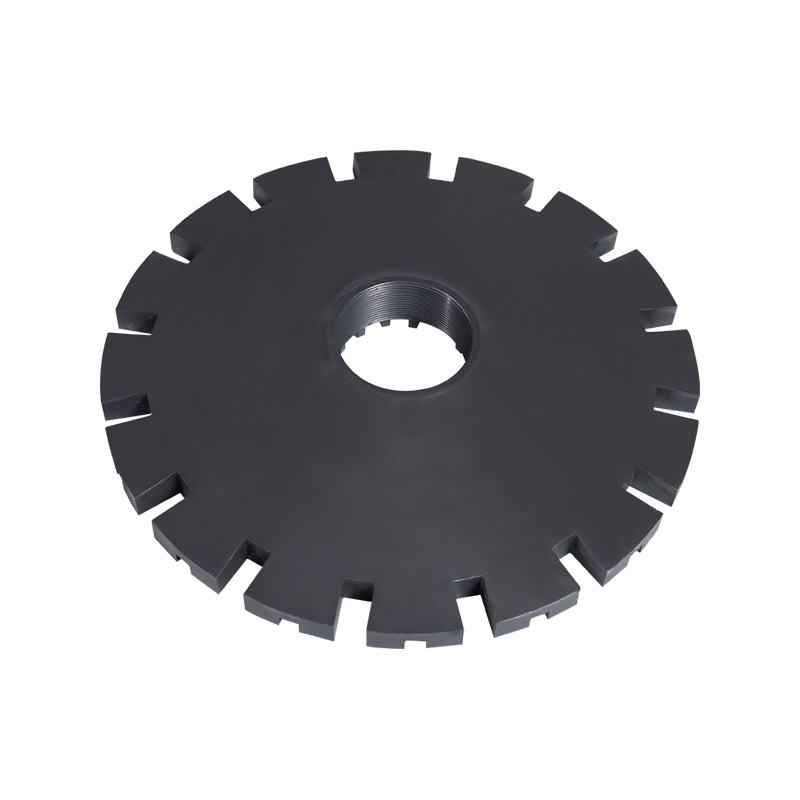
ロータリー脱気ユニット(RDU)は、モータードライブ、シャフト、先端の脱気ローターで構成されています。窒化ケイ素ローターは通常、ガスを供給するための中心穴と、ローターが回転するときに入ってくる不活性ガス流を微細な泡に砕く一連の放射状または角度の付いたスロットを備えたディスクまたはインペラの形状です。これらのスロットの設計 (スロットの数、角度、深さ) は、気泡のサイズ分布、ひいては脱ガス効率に大きく影響します。
ローターが水没して回転すると、不活性ガスが中空シャフトを通って下方に供給され、ローターの分散ポートから排出されます。回転するローターの遠心作用により、ガスがせん断されて、通常は直径 1 ~ 5 mm の範囲の泡になります。気泡が小さいほど表面積対体積比が高くなります。これは、使用されるガス単位あたりのガスと溶融物の接触面積が大きくなることを意味し、水素除去効率が直接的に向上します。うまく設計された 窒化ケイ素脱気ローター ほとんどの構造鋳造用途の閾値である、アルミニウム 100g あたり 0.10 ml 未満の最終水素含有量を達成します。
ローター速度とガス流量の役割
ローター速度とガス流量は連動して気泡のサイズと分布を決定します。一般にローターの回転数を上げるとより細かい気泡が生成されますが、速度が高すぎると乱流が発生し、表面の酸化物を溶融物に引き込みます。これは脱気の目的とは逆のことです。ほとんどの窒化ケイ素ローターメーカーは、取鍋ベースの脱気ユニットの動作速度を 300 ~ 500 RPM とし、溶融体積に応じて毎分 2 ~ 10 リットルのガス流量を推奨しています。最適な組み合わせは、水素レベルを検証するための減圧試験 (RPT) または密度指数測定を使用して、炉の構成と合金の種類ごとに経験的に決定されます。
フラックス注入の互換性
一部の回転式脱気システムでは、フラックス粉末 (通常は塩化物またはフッ化物ベース) を不活性ガスとともに同時に噴射して、介在物の除去とドロスの分離を改善します。窒化ケイ素の脱ガスローターは、これらのフラックス混合物に使用される塩素およびフッ素化合物に対して化学的耐性がありますが、グラファイトローターは反応性フラックスガスの存在下で浸食が加速されます。この適合性により、Si₃N4 ローターは、水素除去と介在物浮遊選鉱を同時に行う必要がある脱ガスとフラックスの組み合わせ作業に実用的な選択肢となります。
窒化ケイ素脱気ローターを購入する際に確認すべき主な仕様
すべての窒化ケイ素ローターが同じ規格に基づいて製造されているわけではありません。セラミック業界では、Si₃N₄ にいくつかのグレードと処理方法が使用されており、その違いは高温用途では顕著です。セラミック脱気ローターを評価または調達する際に最も重要な技術仕様は次のとおりです。
- 密度と気孔率: 高品質の窒化ケイ素ローターは、理論上の最大値である 3.44 g/cm 3 に近い、少なくとも 3.20 g/cm 3 の焼結密度を備えている必要があります。密度が低い場合は残留気孔率を示しており、これにより部品が弱くなり、回転応力下で溶融金属が浸透する経路が形成されます。サプライヤーに各生産バッチの密度証明を依頼してください。
- 焼結方法: ホットプレス窒化ケイ素 (HPSN) と焼結反応結合窒化ケイ素 (SRBSN) は、脱ガス用途で使用される 2 つの最も一般的な形式です。 HPSN はより高い密度と強度を提供しますが、より高価であり、より単純な形状に限定されます。 SRBSN は、信頼性の高い特性を備えたより複雑なローター プロファイルを可能にし、複雑なガス チャネルを備えたインペラ スタイルのガス抜きローターに広く使用されています。
- 曲げ強度: 最小曲げ強度が 700 MPa であることを確認してください (ISO 14704 に準拠した 4 点曲げで測定)。乱流の溶融金属内で高 RPM で動作するローターは実際の曲げ荷重を受け、このしきい値を下回るコンポーネントは動作中に破損するリスクが高くなります。
- シャフト接続タイプ: Si₃N4 ローターは、ネジ付き、フランジ付き、またはピンとソケットのジョイントを介してガス抜きシャフトに接続されます。セラミックのねじ接続には、ねじの根元での応力集中を避けるために精密な製造が必要です。標準外のはめ合いはローターの早期破損の主な原因となるため、注文する前にねじの形状と公差が脱気ユニットのシャフト仕様と一致していることを確認してください。
- 表面仕上げとガスポートの形状: ローターの分散穴とスロットは、出口点でのガスの乱流を防ぐために、滑らかな内面で正確に機械加工する必要があります。ポートの形状が粗かったり一貫性がなかったりすると、気泡の分布が不均一になり、脱気効率が低下します。品質が重要な用途に関係する場合は、寸法図と表面仕上げ仕様 (Ra 値) をサプライヤーに要求してください。
- 熱衝撃試験認証: 一部のメーカーでは、出荷前にローターを周囲温度と 800°C の間で複数回サイクルさせてテストします。サプライヤーがこの認定を実施しているかどうか、また適合証明書が入手可能かどうかを尋ねてください。熱衝撃試験は、微小亀裂のあるコンポーネントを生産ラインに到達する前に検出します。
窒化ケイ素脱気ローターを使用する産業と用途
窒化ケイ素脱ガスローターは、溶融アルミニウムの品質が生産上の重要な変数である場合に使用されます。これらを利用している業界は、自動車の大量鋳造から航空宇宙用の精密製造まで多岐にわたります。
自動車鋳造
自動車部門は、脱ガスアルミニウム鋳物の最大の消費者です。エンジン ブロック、シリンダー ヘッド、ピストン、トランスミッション ハウジング、およびシャーシ構造コンポーネントにはすべて、厳しい機械的特性仕様を満たす、低気孔率で完全性の高いアルミニウムが必要です。高圧ダイカスト (HPDC) および低圧ダイカスト (LPDC) 操作では連続的な生産サイクルが実行され、一貫した溶融品質がスクラップ率と部品の寸法精度に直接影響します。窒化ケイ素ローターは自動車鋳造工場の標準装備となっています。その理由は、その長い耐用年数と一貫した性能が、大規模な規模で必要とされる厳密なプロセス制御をサポートしているからです。
航空宇宙用アルミニウム部品
航空宇宙用途では、自動車よりもさらに厳密な溶融水素含有量の制御が要求され、多くの場合、目標レベルは 0.08 ml/100g を下回ります。 2024、6061、7075 などのアルミニウム合金で作られた機体構造部品、翼リブ、胴体付属品、タービン ハウジングは疲労負荷を受けやすく、表面下の多孔性によって亀裂が生じます。窒化ケイ素ローターで達成されるガス抜きの精度は、その汚染のない動作と組み合わせることで、航空宇宙サプライチェーンのトレーサビリティと品質文書の要件に適しています。
アルミニウムの二次リサイクル
二次アルミニウム精錬所はリサイクルされたスクラップを処理しますが、これにより一次アルミニウムよりも著しく高いレベルの水素、酸化物、および介在物が導入されます。したがって、二次操作では脱ガスがより集中的に行われ、処理サイクルが長くなり、ガス量が増加します。窒化ケイ素の脱ガスローターは、リサイクル炉で一般的な処理サイクルの延長やフラックス注入率の上昇下で特に急速に腐食するグラファイト代替品よりも、このより要求の厳しい運転条件によく耐えます。
連続鋳造と圧延
インライン脱ガスユニットは、アルミニウム シート、フォイル、およびビレット製造の連続鋳造ラインで使用されます。これらのシステムでは、溶融アルミニウムは、炉と鋳造ステーションの間の処理容器に設置された 1 つまたは複数の回転する脱ガスローターを通過して連続的に流れます。この用途のセラミック脱気ローターは、交換することなく、長期間の中断のない運転 (場合によっては数日または数週間) にわたって一貫した性能を維持する必要があります。このような連続使用条件下での窒化ケイ素の耐久性により、Pyrotek、Foseco、Almex などのメーカーのインライン ローター システムに選ばれる材料となっています。
窒化ケイ素脱気ローターの正しい取り付けと取り扱い
最高の窒化ケイ素ローターであっても、取り扱いや取り付けを誤ると早期に故障します。セラミックコンポーネントは脆いため、金属コンポーネントよりも注意が必要です。圧縮強度は高いものの、衝撃、曲げ、不均一な荷重に対する耐性が低いのです。
- 浸漬前に予熱します。 室温の窒化ケイ素ローターを溶融アルミニウムに直接突っ込まないでください。熱衝撃は、ΔT が高い材料であっても、破壊のリスクを大幅に高めます。ロータを炉からの輻射熱を利用して溶解表面上で少なくとも 15 ~ 30 分間予熱してから、ロータを降ろします。一部の操作では専用の予熱ステーションを使用します。この 1 つの慣行が、ローターの耐用年数が優れている操業と頻繁に故障が発生する操業を分ける最も一般的な要因です。
- 取り付ける前に微小な亀裂がないか検査してください。 取り付ける前にすべてのローターを目視検査してください。目視検査で決定的でない場合は、染料浸透検査 (DPI) または液体浸透検査を使用します。肉眼では見えないヘアライン亀裂は、動作ストレス下で急速に伝播し、溶融中でローターの破壊を引き起こす可能性があり、これによりアルミニウム装入物が汚染され、危険な状況が生じます。
- シャフト接続を正しくトルクします。 シャフトと Si3N4 ローターの間のねじ接続を締めすぎると、ねじの根元で破損が発生することがよくあります。メーカーのトルク仕様 (通常、ネジのサイズとローターの形状に応じて 10 ~ 25 N·m) に従い、感触で判断するのではなく、トルク レンチを使用してください。
- 操作前にシャフトのアライメントを確認してください。 シャフトの位置がずれていると、回転中に曲げモーメントがローターに伝わり、これに溶融物の熱的および化学的負荷が加わり、シャフトとローターの界面に応力が集中します。初めて使用する前およびドライブユニットのメンテナンス後は、ダイヤルインジケータでシャフトの同心度を確認してください。
- 炉の壁や取鍋の端との接触を避けてください。 耐火壁から離れた溶融物の中心に脱気ユニットを降ろすようにオペレーターを訓練します。回転するローターと硬い表面が接触すると、たとえ短時間であっても、セラミックが欠けたり亀裂が入ったりする可能性があります。運転中はローターと炉表面の間に最低 50 mm の隙間を保ってください。
Si₃N₄ ローターの総所有コストの評価
窒化ケイ素脱気ローターの初期価格は、通常、同等のグラファイトローターより 3 ~ 6 倍高くなります。この購入価格の差により、一部の操作では完全なコスト比較を実行せずにデフォルトでグラファイトが使用されることになります。交換頻度、労力、ダウンタイム、溶融品質への影響など、総所有コスト (TCO) が適切に計算されれば、窒化ケイ素は処理されるアルミニウム 1 トンあたりのコストを一貫して低く抑えられます。
毎月 200 トンのアルミニウムを処理する典型的な大量鋳造工場を考えてみましょう。グラファイトローターは、交換が必要になるまで 3 ~ 4 週間持続するため、年間 12 ~ 16 回のローター交換が必要になり、そのたびに炉のダウンタイムと技術者の労力が必要になります。同じ用途での窒化ケイ素ローターの寿命は 6 ~ 12 か月で、交換頻度は年間 1 ~ 2 回に減ります。 12 か月の期間にわたって、各 Si₃N₄ ローターのコストがグラファイトの 5 倍であるとしても、交換頻度、人件費、生産中断の削減により、運用の詳細に応じて正味 30 ~ 60% の節約がもたらされます。
コスト計算には溶融品質の側面もあります。グラファイトローターが予期せず劣化した場合、グラファイトローターの劣化によって微細なカーボン粒子が溶融物中に混入します。これらの介在物は鋳造欠陥を引き起こし、部品の廃棄につながる可能性があります。このコストは、ローターごとに数値化するのは困難ですが、品質を重視する生産では非常に現実的です。通常の動作条件下では窒化ケイ素の非反応性、非脱落性により、この汚染リスクが完全に排除されます。これは、含有物関連のスクラップが追跡され、罰せられる航空宇宙および自動車の品質システムにおいて、測定可能な価値をもたらします。
セラミック脱気ローターに関する一般的な問題のトラブルシューティング
適切にメンテナンスされた窒化ケイ素ローターでも問題が発生します。一般的な問題の症状を早期に認識することで、ローターが完全に故障したり、規格外の鋳造品が検査に達する前に是正措置を講じることができます。
正しいパラメータにもかかわらず水素除去が不十分
ローター速度とガス流量が正しく設定されている場合でも、密度指数の測定で目標を超える水素レベルが示された場合、最も一般的な原因は、ローターのガスポートが部分的に詰まっていることと、ローターの上流でのガス供給漏れです。冷却後にローターを取り外し、分散穴に酸化アルミニウムの詰まりがないかどうかを検査します。これは、ユニットの回転が停止した後にローターが溶けた状態で放置された場合によく発生する問題です。再度取り付ける前に、ガス チャネルに圧縮空気を吹き込んで流れが妨げられていないことを確認します。
目に見えるローターの侵食または孔食
窒化ケイ素ローターの表面侵食は、通常の条件下ではまれですが、サプライヤーの推奨を超える濃度の非常に攻撃的なフラックス混合物をローターに使用した場合、または溶融物に汚染されたスクラップからの高レベルのアルカリ金属 (ナトリウム、カルシウム) が含まれている場合に発生する可能性があります。エロージョンが観察された場合は、フラックス濃度を減らし、スクラップの投入品質を見直してください。ローターの形状を変えるような激しい浸食は、気泡の分布に影響を与えるため、たとえローターに損傷がない場合でも、交換の理由として扱う必要があります。
運転中のローター破損
動作中の窒化ケイ素脱気ローターの破損は重大な事象であり、溶融物を検査し、場合によっては廃棄する必要があります。最も一般的な原因は、予熱不足、シャフト接続の過トルク、シャフトの位置ずれ、炉壁への衝撃による熱衝撃です。故障後の調査では、交換用ローターを使用する前に、これらすべての要因を調査する必要があります。破面を確認します。シャフトのねじ山から始まる破面は、過剰なトルクまたは応力集中を示します。インペラー面の破損は熱衝撃を示唆しています。外径の破損は衝撃による損傷を示唆しています。
人気の製品












当社は今後もアルミニウム加工業界向けに、より先進的なセラミック材料の開発と生産を続けていきます。
モバイル QR コードをスキャンします
接触
 +86-18501518842 / +86-13587222672
+86-18501518842 / +86-13587222672 +86-0572-2926332 / 2926337
+86-0572-2926332 / 2926337 +86-0572-2926335
+86-0572-2926335 [email protected] / [email protected] /
[email protected] / [email protected] /  中国浙江省湖州市呉興区南太湖ハイテク知能製造工業団地11号ビル
中国浙江省湖州市呉興区南太湖ハイテク知能製造工業団地11号ビル
Copyright© 2024 浙江商貴ジュリ特殊材料技術有限公司 All Rights Reserved. セラミック材料サプライヤー
